
1. Wat ass dréchen Schneidtechnologie
Mat der Erhéijung vun der globaler Ëmweltbewosstsinn an den ëmmer méi strenge Viraussetzunge vun den Ëmweltschutzgesetzer a Reglementer sinn déi negativ Auswierkunge vu Cutting Fluid op d'Ëmwelt ëmmer méi offensichtlech.Laut Statistiken, 20 Joer méi spéit, wäerten d'Käschte fir Cutting Fluid manner wéi 3 sinn. % vun de Käschte vum Werkstück.Am Moment, an héich Produktivitéit Produktioun Entreprisen, wäerten d'Käschte vun Schneidflëssegkeet Versuergung, Ënnerhalt a Recycling zesummen 13% -17% vun der Fabrikatiounskäschte vum Werkstéck ausmaachen, während d'Käschte fir Schneidinstrumenter nëmmen 2% -5% ausmaachen. ,.Ongeféier 22% vun de Gesamtkäschten am Zesummenhang mat Cutting Fluid ass d'Käschte vun der Cutting Fluid Behandlung. Dry cutting ass eng Aart vu Machining Method, déi benotzt gëtt fir d'Ëmwelt ze schützen an d'Käschte ze reduzéieren ouni Cutting Fluid bewosst an ouni Killmëttel ze benotzen.
Dréchent Ausschneiden ass net einfach d'Benotzung vu Schneidflëssegkeet ze stoppen, mee fir héich Effizienz, héich Produktqualitéit, héich Toolhaltbarkeet an Zouverlässegkeet vum Schneidprozess ze garantéieren, während d'Benotzung vu Schneidflëssegkeet gestoppt gëtt, wat d'Benotzung vu Schneidinstrumenter mat gudder Leeschtung erfuerdert. Hëllefsanlagen ersetzen d'Roll vun der Schneidflëssegkeet an der traditioneller Ausschneiden fir richteg trocken Ausschneiden z'erreechen.2.Charakteristiken vun dréchen opzedeelen Technologie
① D'Chips si propper, ouni Verschmotzung, an einfach ze recycléieren an ze entsuergen. ② D'Apparater fir d'Flëssegkeetstransmission ze schneiden, d'Recuperatioun, d'Filtratioun an déi entspriechend Käschten sinn gespuert, d'Produktiounssystem gëtt vereinfacht an d'Pduktiounskäschte reduzéiert. Trennung Apparat tëscht Schneidflëssegkeet a Chips an déi entspriechend elektresch Ausrüstung sinn ausgelooss.D'Maschinn Tool ass kompakt an der Struktur an besetzt manner Beräich.④ Et wäert keng Ëmweltverschmotzung verursaachen.⑤ Et wäert keng Sécherheetsaccidenter a Qualitéitsaccidenter am Zesummenhang mat Cutting Fluid verursaachen.
3. Iwwer Schneidinstrumenter
① D'Instrument soll excellent héich Temperatur Resistenz hunn a kann ouni opzedeelen Flëssegket schaffen.Nei haart Legierungen, polykristallin Keramik a CBN-Materialien sinn déi bevorzugt Materialien fir dréchen Schneidinstrumenter.② De Reibungskoeffizient tëscht dem Chip an dem Tool soll sou vill wéi méiglech miniméiert ginn (déi effektivste Method ass d'Oberfläche vum Tool ze beschichten), begleet duerch eng gutt Chip Ewechhuele Outil Struktur Hëtzt Akkumulation ze reduzéieren.
4. Tool Material
Beschichtungsmaterialien D'Beschichtung wierkt wéi eng thermesch Barrière well et eng vill méi niddereg thermesch Konduktivitéit huet wéi d'Toolsubstrat an d'Aarbechtsstéckmaterial.Dofir absorbéieren dës Tools manner Hëtzt a kënne méi héich Schneidtemperature widderstoen.Ob an Dréi oder milling, Beschichtete Handwierksgeschir erlaben méi héich opzedeelen Parameteren ouni Outil life.Thinner coatings hunn besser Leeschtung ënner Temperatur Ännerungen während Impakt opzedeelen Verglach zu décker coatings.Dëst ass well dënn Beschichtungen manner Stress hunn a manner ufälleg sinn fir ze knacken.Dréchen Ausschneiden kann d'Liewensdauer vum Tool ëm bis zu 40% verlängeren, dofir gi physesch Beschichtungen allgemeng benotzt fir kreesfërmeg Tools a Fräseinserts ze beschichten.
cermetCermets kënne méi héich Schneidtemperature widderstoen wéi konventionell haart Legierungen, awer si feelen d'Schlagresistenz vun haarde Legierungen, Zähegkeet während mëttlerer bis schwéierer Veraarbechtung, a Kraaft bei gerénger Geschwindegkeet an héije Fudderraten.Wéi och ëmmer, et huet besser Héichtemperatur- a Verschleißbeständegkeet ënner Héichgeschwindegkeet trocken Ausschneiden, méi laang Dauer a besser Uewerflächefinanz vum veraarbechte Werkstück.Wann se fir d'Veraarbechtung vu mëllen a viskose Materialien benotzt gëtt, huet et och gutt Resistenz géint Chipopbau a gutt Uewerflächqualitéit.Cermets si méi empfindlech fir Stress verursaacht duerch Fraktur a Fudder am Verglach mat net-beschichtete haart Legierungen mat bessere Beschichtungen.Dofir ass et am beschten fir High-Precision Workpieces a kontinuéierlech Schneidsituatiounen mat héijer Uewerflächqualitéit benotzt.
Keramik
Stabilitéit, fäeg fir mat héije Schneidgeschwindegkeet ze veraarbecht a laang dauerhaft.Pure Aluminiumoxid kann ganz héich Temperaturen widderstoen, awer seng Kraaft an Zähegkeet si ganz niddereg.Wann d'Aarbechtskonditiounen net gutt sinn, ass et einfach ze briechen.Eng Mëschung aus Aluminiumoxid oder Titannitrid bäizefügen kann d'Sensibilitéit vu Keramik fir Broch reduzéieren, hir Zähegkeet verbesseren an hir Impaktresistenz verbesseren.
CBN ToolsCBN ass e ganz haart Toolmaterial, dat am meeschte gëeegent ass fir Materialien mat enger härte méi héich wéi HRC48 ze bearbeiten.Et huet eng exzellente Héichtemperaturhärkeet - bis zu 2000 ℃, obwuel et méi héich Schlagkraaft a Schlagresistenz huet wéi Keramikmesser.

 CBN huet eng geréng thermesch Konduktivitéit an héich Drockstäerkt, a kann d'Schneidhëtzt widderstoen, déi duerch héich Schneidgeschwindegkeet an negativ Rakewinkel generéiert gëtt.Wéinst der héijer Temperatur am Schneidberäich gëtt d'Werkstéckmaterial erweicht, wat hëlleft Chips ze bilden.
CBN huet eng geréng thermesch Konduktivitéit an héich Drockstäerkt, a kann d'Schneidhëtzt widderstoen, déi duerch héich Schneidgeschwindegkeet an negativ Rakewinkel generéiert gëtt.Wéinst der héijer Temperatur am Schneidberäich gëtt d'Werkstéckmaterial erweicht, wat hëlleft Chips ze bilden.
Am Fall vun dréchen dréien gehärte workpieces, CBN Tools ginn allgemeng benotzt fir Schleifprozesser ze ersetzen wéinst hirer Fäegkeet fir héich Genauegkeet an Uewerflächefinanz z'erreechen.CBN Handwierksgeschir a Keramik Handwierksgeschir si gëeegent fir d'Häertung vun Dréi an Héich-Vitesse milling.
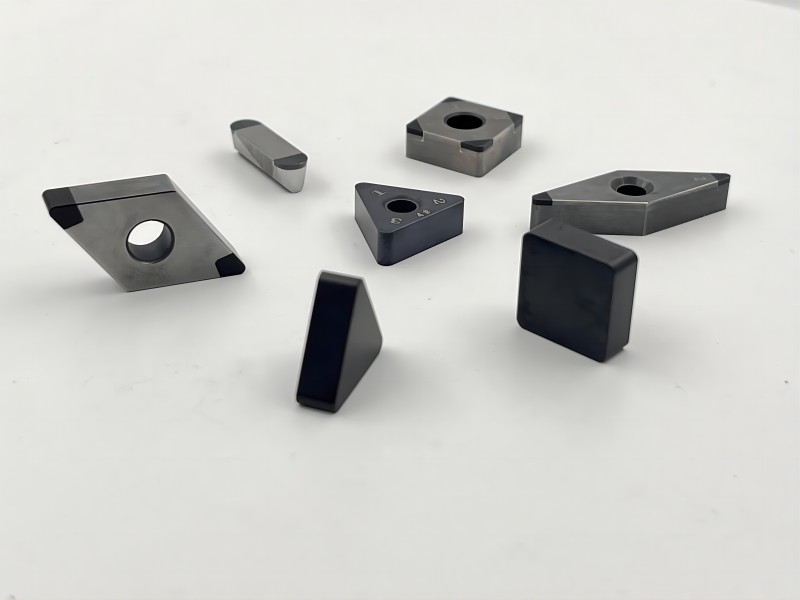
OPT héich QualitéitCBN Insert
PCD Tools
Zum Beispill,PCD Insert,PCD Fräser,PCD Reamer.
Polykristallin Diamant, als haartste Schneidmaterial, ass verschleißbeständeg.Schweißen PCD Scheiwen op haarde Legierungsklingen kënnen hir Kraaft an Impaktresistenz erhéijen, an hir Toolliewen ass 100 Mol déi vun haarde Legierungsklingen.
Wéi och ëmmer, d'Affinitéit vum PCD fir Eisen am Ferro mécht datt dës Zort Tool nëmmen net-ferromaterialien kann veraarbechten.Zousätzlech kann PCD net héich Temperaturen an der Schneidzone méi wéi 600 ℃ widderstoen, dofir kann et Material mat héijer Zähegkeet an Duktilitéit net schneiden.
PCD-Tools si besonnesch gëeegent fir d'Veraarbechtung vun Net-ferrometaller, besonnesch héich Silizium-Aluminiumlegierungen mat staarker Reibung.Mat scharfen Schneidkanten a grousse Rakewinkelen fir dës Materialien effizient ze schneiden, de Schnëttdrock an d'Chipopbau minimiséieren.
Post Zäit: Jun-09-2023