





Carbide Schrëtt Bohr fir Edelstol an Aluminium

Produit Applikatioun
Exzellent Adhäsioun tëscht Beschichtung a Substrat garantéiert d'Veraarbechtungsstabilitéit a verlängert d'Liewensdauer vum Tool
Glat Beschichtungsfläch reduzéiert d'Schneidresistenz a verbessert d'Verschleißbeständegkeet vum Tool
Gëeegent fir: Stol, STAINLESS Stol, Al, Goss an héich schwéier Stol, Breet benotzt an Raumfaarttechnik, Auto Fabrikatioun, Handy Fabrikatioun, Chip Verpakung an aner Industrien.
Produit Virdeeler
OPT ass anescht: e Pionéier an Technologie an Innovatioun fir méi wéi 25 Joer.
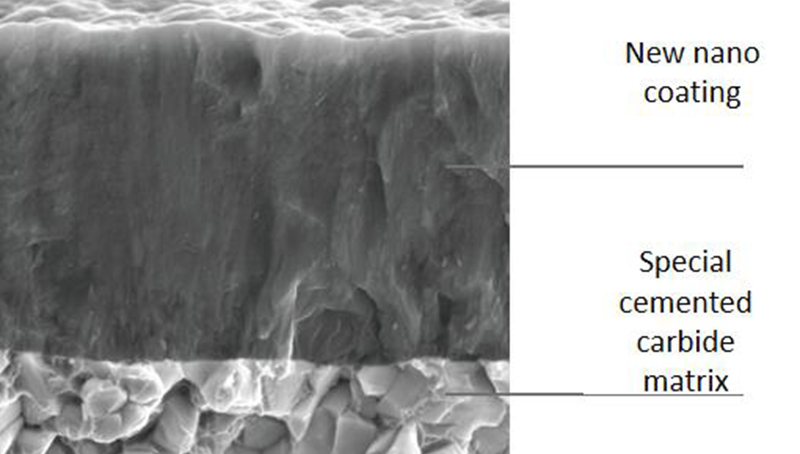
D'Beschichtung benotzt vun OPT ass 40% méi staark wéi déi gewéinlech Beschichtung.
Nei "Nanostruktur" Beschichtungstechnologie gëtt ugeholl, an d'Beschichtungsstruktur ass kompakt.
Exzellent Adhäsioun tëscht Beschichtung a Substrat garantéiert d'Veraarbechtungsstabilitéit a verlängert d'Liewensdauer vum Tool.
Glat Beschichtungsfläch reduzéiert d'Schneidresistenz a verbessert d'Verschleißbeständegkeet vum Tool.


D'Applikatioun vun eise Schneidinstrumenter an der Iwwerwaachungsindustrie
Eis Bohrer si speziell entwéckelt fir staark Auswierkungen ze absorbéieren.
D'Zuele schwätzen fir sech.Wann se ënner de selwechte Konditioune getest goufen, hunn eis Bits déi vun anere Firmen ëm méi wéi 30% iwwerlieft.
1.Den Tipp vum Karbidbit ass einfach ze knacken
2.De Punkt gëtt mat engem verstäerkten Wolfram Stahlbëss gebrillt
Dir kënnt speziell entwéckelt Applikatiounsinstrumenter benotzen déi vun ausgebilten Fachleit benotzt ginn
Technologie sot Är Produktiounstechniker.Dir kënnt eis och Är Besoinen soen, eis Firma fir Iech e komplette Set vu Léisungen ze bidden


Personnalisatioun eng Villfalt vu Spezifikatioune
Geméiss de verschiddene Veraarbechtungsbedéngungen vun de Clienten, personaliséiert Karbidbits oder Pulvermetallurgie High-Speed-Stolbits
Shank Quarte Gréisst no Client Ufuerderunge fir verschidden Ariichtungen ze treffen.
Voll Ofdeckung, fokusséiert op Design
Geméiss de verschiddene Veraarbechtungsmaterialien kënne mir verschidde Bohrprodukter designen!Dëst bréngt Clienten méi Effizienz a manner Produktiounskäschte!


Excellent Groove Ëmgank
Déi héich Präzisiounsveraarbechtungsmethod gëtt benotzt fir d'Finish vun der Groove an der Eisenschnouer ze behandelen, wat d'Schneidresistenz vum Legierungsbit reduzéiert an d'Eisenschicht méi séier entlooss kann, sou datt d'Hëtzt vum Tool reduzéiert gëtt an d'Liewensdauer vum Bit verbessert.
Drill Punkt Detail Ëmgank
Excellent Tipp Detail Behandlung, kann d'Kraaft vun der Bueraarbechten Tipp Erhéijung, reduzéieren d'Carbide Bit d'Kante, Erhéijung d'Liewen vun Wolfram Stol Bit, verbesseren d'Produktioun Effizienz vun der Fabréck.

Haaptfunktiounen a Virdeeler
Mir bidden eent-stoppen Service;
Mir kënnen OEM an ODM Veraarbechtung fir Clienten;
Kann technesch Berodung ubidden
Bitt Léisunge fir Outil Produktioun
Suerge-gratis Liewensdauer Garantie
Wann Är schwéier Legierung Tool Schleifen brauch, kënnt Dir eis och fir Schleifen fannen, gläichzäiteg fir eis Tools wäerten After-Sales Service ubidden, et gi Toolproblemer oder Produktiounsproblemer, mir wäerte 24 Stonnen Service a léisen!

Mir sinn e professionnelle personaliséierten Cutter Hiersteller
Wolfram Carbide bur PRODUKTIOUN PROCESS


Schrëtt 1: Benotzt Qualitéit Matière première
Schrëtt 2: Profil Schleifen

Schrëtt 3: Slot a schärfen den Tool no der Zeechnung

Schrëtt 4: Fuedem nei fein

Schrëtt 5: Beschichtung

Schrëtt 6: Inspektioun
Mir hunn 80 Sätze vu verschiddene Schleifzentren, déi dem Client säi Liwwerzyklus méi séier treffen

Eis Produktiounsatelier Produktiounsausrüstung Schleifen Wolfram Stahl CNC Schleifmaschinn, Tap Schleifmaschinn, CNC Schleifmaschinn Schleifreamer a Fräser, natierlech, et gi vill professionnell Design a Produktiounspersonal




| Bit Duerchmiesser Beräich d1(m7) | Drilling Déift Verhältnis (1/d) | Kühlmodus | Shank Form | Modell bestellen | Basis Dimensiounen (mm) | Remarquen | ||||
| Schank Duerchmiesser | Ganzen Längt | Slot Längt | Recommandéiert Buerdéift | Beschichtung | ||||||
| d2(h6) | 11 | 12 | 13 | |||||||
| 2~2,5 | 3 | Extern Ofkillung | Richteg Schank | d113*d2*11*3D | 3 | 58 | 13 | 9 | ||
| 5 | Extern Ofkillung | Richteg Schank | d1*13*d2*l1*5D | 3 | 58 | 18 | 14 | |||
| 2,55 ~ 2,95 | 3 | Extern Ofkillung | Richteg Schank | d113*d2*11*3D | 4 | 58 | 13 | 9 | ||
| 5 | Extern Ofkillung | Richteg Schank | d1*13*d2*11*5D | 4 | 58 | 18 | 14 | |||
| 3~3,5 | 3 | Extern Ofkillung | Richteg Schank | d1*13*d2*11*3D | 4 | 62 | 20 | 14 | ||
| 5 | Extern Ofkillung | Richteg Schank | d1*13*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 3,6~4 | 3 | Extern Ofkillung | Richteg Schank | d1*13*d2*11*3D | 4 | 58 | 20 | 14 | ||
| 5 | Extern Ofkillung | Richteg Schank | d113*d2*11*5D | 4 | 66 | 28 | 23 | |||
| 8 | Intern Ofkillung | Richteg Schank | d1*13*d2*l1*8D | 4 | 72 | 34 | 29 | |||
| 4-4,9 | 3 | Extern Ofkillung | Richteg Schank | d113*d2*11*3D | 5 | 66 | 24 | 17 | ||
| 5 | Extern Ofkillung | Richteg Schank | d1*3*d2*11*5D | 5 | 74 | 34 | 26 | |||
| 8 | Intern Ofkillung | Richteg Schank | d113*d2*11*8D-C | 6 | 95 | 57 | 46 | |||
| 5~6,0 | 3 | Extern Ofkillung | Richteg Schank | d1*13*d2*11*3D | 6 | 66 | 28 | 20 | ||
| 5 | Extern Ofkillung | Richteg Schank | d1*13*d2*11*5D | 6 | 82 | 42 | 32 | |||
| 8 | Intern Ofkillung | Richteg Schank | d1*13*d2*I1*8D-C | 6 | 95 | 57 | 47 | |||
Applicabel Dësch vun veraarbechte Materialien
| Zuel | Veraarbechtte Materialien | |||||||||
| Mëll Stahl HB≤ 180 | Kuelestoff a Legierung Stähle | Pre-gehärtem Stahl, gestäerkt Stahl | Edelstol | Goss | Duktil Eisen | Aluminiumlegierung | Hëtzt- widderstoen all | |||
| ~40HRC | ~50HRC | ~60HRC | ||||||||
Bemierkungen:
1.Wann den 3 oder 5 Mol Bohrbit intern Ofkillung brauch, maacht w.e.g. eng Notiz beim Bestellen, gefollegt vun C;
2.De Grëff ass par défaut riicht. Wann Dir aner Handlestandards braucht, kuckt w.e.g. op eis Handlematerialien oder Zeechnungen fir Bestätegung;3.De Standard Top Wénkel ass 140 Grad.Wann aner Wénkel erfuerderlech sinn, markéiert w.e.g. oder kuckt op d'Zeechnung;
4.Wann d'Bestellungsparameter net konsequent mat eiser Firma sinn, kënnt Dir eise Clientsservicepersonal informéieren, a mir wäerte begeeschtert sinn fir Iech Zeechnungen fir d'Bestätegung ze ginn;
5. De Cutter gëtt net standardiséiert.Wann Beschichtung erfuerderlech ass, informéiert w.e.g. Är Ufuerderungen oder veraarbechte Materialien.
Produit Kategorien
-

Riichter Groove Buerreamer fir all Zorte vu C ...
-

Carbide Twist Bohrer, Carbide Schrëtt Bohr fir St...
-

Drill Bits fir d'Bearbechtung vun héich haart Stolmaterialien
-

Bohrbit fir d'Maschinn vun Aluminiumlegierungsmaterial
-

Flutes Carbide Twist Drill Bits CNC Machine Too ...
-

Intern ofkillt Buer fir déif Lachmaschinn ...





